Le Fratture Nascoste: Perché il Tuo Corpo Verde in Zirconia Fallisce Prima di Vedere il Fuoco
May 29, 2026

La Crepa che Appare dal Nulla
Estrai il crogiolo sinterizzato in zirconia dal forno. All'inizio sembra a posto. Poi la vedi—una crepatura sottilissima che corre lungo la base. Non in superficie dove ti aspettavi, ma in profondità, dove nessuno strumento ha mai toccato. Il fallimento era già presente molto prima che il fornello si riscaldasse.
La maggior parte degli ingegneri incolpa il profilo di sinterizzazione. Modificano le velocità di rampa, i tempi di mantenimento, l'atmosfera. Ma il vero colpevole si trova spesso a monte, in un momento silenzioso di intensa pressione che nessuno ha osservato abbastanza da vicino. Il corpo verde custodiva un segreto. E la pressa idraulica che lo ha costruito ha detto la verità o ha seppellito una bugia.
L'Architettura Invisibile
Un refrattario in zirconia pressato a secco non inizia come ceramica. Inizia come un mucchio di polvere—particelle di zirconia stabilizzata con ittria, ognuna un minuscolo cristallo fragile, circondato dall'aria.
La pressa fa qualcosa di quasi magico. Spinge queste particelle insieme con una forza che può superare una tonnellata per centimetro quadrato. Questa forza non solo spinge fuori l'aria. Costringe le particelle a scivolare, ruotare e disporsi in configurazioni che non troverebbero mai da sole.
Cosa Succede Sotto una Tonnellata per Centimetro Quadrato
La densificazione avviene a fasi. Nessuna di esse è visibile dall'esterno della matrice.
- Prima il riarrangiamento. Le particelle scivolano l'una sull'altra, collassando i vuoti interni come un edificio a cui sono stati rimossi i piani. La maggior parte della riduzione di volume avviene qui, ma i legami sono ancora deboli.
- Poi la deformazione plastica. Nei punti di contatto, la pressione picchia a livelli incredibili. Le particelle di zirconia cedono leggermente, creando ponti saldati a freddo. Questi ponti conferiscono al corpo verde la sua integrità strutturale—la sua resistenza verde.
- Infine, una struttura bloccata. L'aria viene ridotta al minimo. I pori si restringono fino a dimensioni che possono effettivamente guarire durante la sinterizzazione invece di diventare punti di innesco per le crepe.
Questa sequenza sembra meccanica, ma è anche emotiva. Ogni vuoto che lasci indietro chiederà un prezzo in seguito. E l'operatore della pressa deve percepire quella tensione tra velocità e completezza.
Perché la Densità Uniforme Ti Tiene Sveglio
Ecco la trappola psicologica: puoi misurare la densità media di un corpo verde e sentirti soddisfatto. Corrisponde alle specifiche. Ma non hai misurato il gradiente al suo interno.
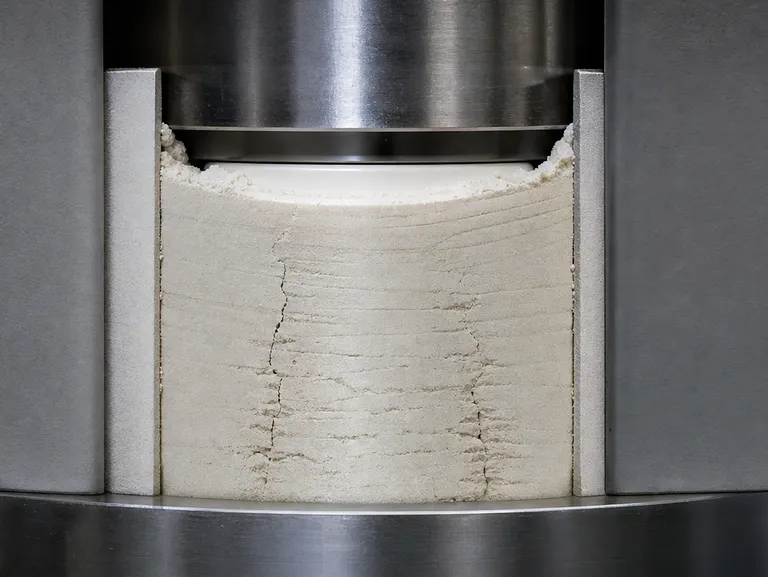
La Forma a Clessidra che Uccide i Componenti
La maggior parte delle presse di laboratorio e industriali applica la pressione uniaxialmente—da una o due direzioni. La polvere vicino al punzone si compatta più della polvere al centro. Il profilo di densità assume una forma a clessidra. Densa in alto e in basso, meno densa al centro.
Durante la sinterizzazione, questa densità non uniforme si traduce in un ritiro differenziale. Il centro si ritira più dei bordi. Le sollecitazioni interne si accumulano fino a quando il pezzo si deforma, si incurva o si rompe semplicemente. Apri il forno e incolpi il ciclo termico. La pressa se la cava senza un graffio.
Una Storia Personale di un Gradiente Invisibile
Ho una volta osservato un tecnico pressare una serie di piastre setter in zirconia. Le dimensioni erano perfette come corpo verde. I controlli di densità con il metodo di Archimede rientravano nella tolleranza. Ma ogni quinta piastra si rompeva allo stesso angolo durante la sinterizzazione.
Il problema non era il forno. Era una guarnizione usurata sul cilindro della pressa che causava una leggera deriva della pressione durante la fase di mantenimento. Il gradiente era invisibile alle nostre misurazioni perché controllavamo solo la densità media globale. Eravamo ciechi alla storia spaziale.
Il Punto Giusto Tra Troppo Poco e Troppo
La pressione è una droga, ed è facile fare overdose. Pensi: "Se 80 kN è buono, 100 kN è meglio". La polvere è in disaccordo.
La Trappola della Sopracompattazione
Una pressione eccessiva immagazzina energia elastica all'interno delle particelle di zirconia compattate. Quando il punzone si ritrae e il pezzo viene espulso, quell'energia si libera improvvisamente. Il corpo verde si delamina in strati—un difetto chiamato capping o laminazione. Sembra come un mazzo di carte che viene smontato.
Questi pezzi sono peggiori dei fallimenti. Sono ladri di tempo. Sembrano abbastanza integri da passare attraverso la manipolazione, forse anche la lavorazione allo stato verde. Si disintegrano solo durante la sinterizzazione, distruggendo lotti e fiducia.
Tempo di Pernottamento: Il Dilemma dell'Ingegnere
Il tempo di pernottamento—quanto a lungo mantieni la pressione di picco—permette all'aria di sfuggire e ai legami di stabilizzarsi. Ma ogni secondo in più di pernottamento è un secondo in cui non si produce un altro pezzo. La produttività cala. L'operatore sente la pressione (quella psicologica) di affrettarsi.
È qui che il controllo di precisione diventa identità. Una pressa che mantiene la pressione con una deriva inferiore all'1% ti permette di accorciare il pernottamento senza sacrificare l'uniformità. Smetti di indovinare e inizi a fidarti della memoria della macchina delle curve di pressione.
Come Costruiamo Presse che Ricordano Ogni Particella

A Our Laboratory Solutions, vediamo la pressa idraulica non come una macchina di forza bruta, ma come uno strumento di precisione per l'architettura dei materiali. L'attrezzatura diventa un partner che elimina la varianza.
Uno Spettro di Compattazione per Ogni Sfida della Zirconia
I problemi che affronti dipendono da dove ti trovi nella catena della scienza dei materiali. Stai producendo un singolo pellet XRF per l'analisi, o un lotto di crogioli per la sintesi ad alta temperatura? La soluzione di pressatura cambia.
| Il Tuo Obiettivo Primario | La Filosofia della Pressa Giusta | Perché è Importante per la Zirconia |
|---|---|---|
| Densità Strutturale Massima | Pressatura Isostatica a Freddo (CIP) fino a 300 MPa | Elimina i gradienti uniaxiali; compattazione uniforme in tutte le direzioni |
| Precisione ad Alta Produttività | Pressa uniaxiale da laboratorio con pressione programmabile | Bilancia velocità e ripetibilità per una resistenza verde costante |
| Dischi Sottili o Pellets | Pressa per pellet XRF con controllo preciso della forza | Previene il capping nelle geometrie sottili gestendo il ritorno elastico |
| Preparazione Avanzata alla Sinterizzazione | Pressa a caldo sotto vuoto | Combina pressione e temperatura per pre-densificare per la sinterizzazione assistita da campo |
Oltre la Pressa: Il Sistema Completo da Polvere a Corpo Verde
La pressa non lavora da sola. La distribuzione delle dimensioni delle particelle, il contenuto di umidità, la granulazione e persino l'attrito delle pareti della matrice determinano la qualità finale. Ecco perché abbiamo costruito un ecosistema attorno alla pressa:
- Macinazione e Rettifica: Mulini a sfere planetari, mulini a getto e trituratori criogenici ti forniscono la morfologia esatta delle particelle necessaria per un imballaggio affidabile.
- Vibrazioni e Setacci di Prova: I sistemi a getto d'aria e vibratori assicurano che la distribuzione delle dimensioni della tua polvere non vari da lotto a lotto.
- Miscelatori di Polveri e Miscelatori Disaeranti: La miscelazione omogenea previene la segregazione che creerebbe i propri gradienti di densità prima che la pressa tocchi la polvere.
Questo intero flusso di lavoro controlla le informazioni che la polvere porta nella matrice. Dai alla pressa una storia coerente da scrivere.
Il Fascino del Pezzo Architettato Immaccolato

C'è un momento nel laboratorio in cui espelli un corpo verde e lo tieni in mano. È ancora solo un compattato di polvere, fragile e fresco. Ma porta già il progetto del componente sinterizzato che diventerà.
Se l'hai pressato correttamente—with forza controllata, gradienti gestiti e rispetto per il pernottamento—quel progetto non ha fratture nascoste. La sinterizzazione sarà un compimento, non una rivelazione di difetti nascosti. Il pezzo si ritirerà uniformemente, cristallizzerà pulito ed entrerà in servizio portando la stessa integrità che gli hai dato.
Questo è il fascino dell'ingegnere. Non la macchina in sé, ma la catena di causalità che abilita—dalla polvere al prodotto, dalla forza alla funzione.
Ti aiutiamo a chiudere quella catena. Contatta i Nostri Esperti per trovare il sistema di pressatura, macinazione e setacciatura che trasforma la tua polvere di zirconia in componenti di cui ti fidi prima che vedano il fuoco.
Link rapidi
Prodotti suggeriti
Pressa Rotativa per Compresse a 9 Punte Potenziata per la Compattazione di PolveriUlteriori letture
Prima della fornace, una conversazione con il caos: come la lavorazione precisa delle polveri e la compattazione definiscono l'affidabilità del combustibile nucleare La Verità da 15 Tonnellate: Perché la Tua Analisi Elementare Vale Quanto il Tuo Pellet Le meccaniche nascoste della densità: come una semplice pressa trasforma una polvere fragile in compositi infrangibili Il Momento della Verità nei Compositi a Lubrificante Solido: Perché la Vostra Pressa Idraulica Decide Tutto La crepa nel crogiolo: Un approccio sistemico ai target perfetti di ferrite di bismuto e la fisica nascosta della compattazione delle polveriPowderPreparation
Last updated on May 15, 2026





