Prima della fornace, una conversazione con il caos: come la lavorazione precisa delle polveri e la compattazione definiscono l'affidabilità del combustibile nucleare
Jun 24, 2026

La mattina in cui una pastiglia ha risposto
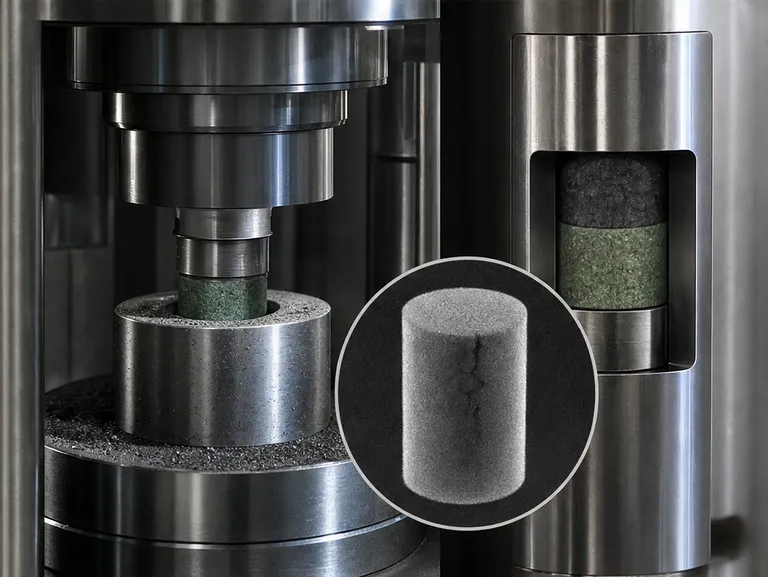
Il ricercatore ha posizionato un'altra pastiglia verde sul banco di misurazione. Dimensioni perfette. Peso perfetto. Eppure sotto il microscopio, una laminazione interna a filo di capelli sussurrava una verità che lui già sentiva nel profondo: questa si sarebbe incrinata durante la sinterizzazione. Non sarebbe diventata combustibile. Sarebbe diventata un altro punto dati nella cartella etichettata Inaccettabile.
La produzione di combustibile nucleare sembra, dall'esterno, una storia di estremi. Temperature che fanno brillare l'acciaio come caramella mou. Densità che inseguono il massimo teorico. Ma la verità silenziosa e scomoda è che la maggior parte dei guasti nasce molto prima: nel primo contatto tra polvere e stampo, nei compromessi che facciamo quando trattiamo la compattazione come un atto di forza bruta invece che una delicata negoziazione multivariabile.
L'uranio diossido (UO₂) non perdona.
L'illusione della semplice compattazione
Amiamo la leva di comando. La pressa idraulica è uno dei dispositivi più seducenti dell'ingegneria: applica forza, ottieni densità. Sembra deterministico.
Non lo è.
Nei laboratori di combustibile nucleare, l'obiettivo di pressare a freddo la polvere di UO₂ in "corpi verdi" nasconde una serie di compromessi che pochissime procedure operative catturano adeguatamente. Se stringi troppo forte, si forma la laminazione. Se stringi troppo morbido, la pastiglia si sbriciola prima ancora di incontrare l'atmosfera di sinterizzazione. Se usi una distribuzione della pressione non uniforme, le cinetiche di sinterizzazione successivamente trasformeranno il tuo cilindro perfetto in una banana ceramica deformata.
Sistematicamente, il problema si presenta come tre trappole psicologiche annidate:
- La trappola dell'ossessione per la pressione: Credere che una forza maggiore si traduca automaticamente in un combustibile migliore. Ignora la fisica del riarrangiamento delle particelle.
- La trappola dell'ignoranza geometrica: Dimenticare che un set di stampi è un componente vivo e soggetto all'usura, che cancella lentamente le tolleranze dimensionali che pretendiamo di mantenere.
- La trappola della storia delle particelle: Trattare la polvere precursore come un input standardizzato, quando in realtà i suoi agglomerati, l'umidità e la distribuzione delle dimensioni delle particelle sono i veri padroni della tua densità finale.
Densità verde: la fondazione che la sinterizzazione non può riparare
I forni di sinterizzazione sono magnifici. Guidano la diffusione atomica, fondono i contatti e restringono il corpo ceramico verso la sua densità teorica. Ma ecco la verità scomoda che Atul Gawande apprezzerebbe: un forno non può scappare da una cattiva fondazione. Nessuna quantità di finezza termica salverà completamente una pastiglia con densità verde non uniforme.
Quando pressi la polvere di UO₂, non stai solo modellando un cilindro. Stai costruendo una rete di contatti tra particelle. La qualità di quella rete — la sua uniformità, la sua distribuzione di densità, il suo campo di tensione residuo — diventa il copione che il forno deve seguire. Se il copione scrive una tensione drammatica nella pastiglia, il forno amplificherà fedelmente quel dramma in crepe, deformazioni e gradienti di porosità interna.
La pressa non si limita a preparare il materiale. Pre-scrive i modi di guasto.
I tre pilastri della qualità della pastiglia nella fase di pressatura
| Pilastro | Cosa significa veramente | Cosa succede se lo ignori |
|---|---|---|
| Densità verde | Massimizzata senza indurre microfessure | Laminazioni durante l'espulsione o "capping" al rilascio della pressione |
| Uniformità della densità | Il centro e il bordo della pastiglia si compattano in modo simile | Ritiro non uniforme in sinterizzazione, combustibile deformato |
| Precisione geometrica | Ogni corpo verde rispetta le specifiche della barra di combustibile prima della sinterizzazione | Concentrazioni di tensione nel rivestimento, interazioni pastiglia-rivestimento |
Questi non sono tre checkbox indipendenti. Sono interdipendenti. Inseguire una densità maggiore senza rivedere il gioco dello stampo può introdurre difetti geometrici. Correggere la geometria con un set di stampi più rigido ignorando le caratteristiche di flusso della polvere può danneggiare l'uniformità. Il sistema richiede un approccio equilibrato.
La trappola della storia delle particelle di cui nessuno parla
La maggior parte delle analisi dei guasti inizia con la pressa. Dovrebbero iniziare prima.
La polvere di UO₂, appena uscita dalla conversione, porta con sé dei ricordi. Ricordo dell'agglomerazione. Ricordo dell'assorbimento di umidità. Ricordo delle distribuzioni delle dimensioni delle particelle che cambiano in base a come la polvere è stata manipolata, immagazzinata e trasferita. Se alimenti una pressa idraulica da laboratorio con polvere non coerente, stai chiedendo risultati coerenti da un materiale di partenza incoerente: una forma di follia che Morgan Housel riconoscerebbe immediatamente.
È qui che le attrezzature meno glamour guadagnano il loro posto. Un mulino a palle planetario, azionato con cura, rompe gli agglomerati e restringe la distribuzione delle dimensioni delle particelle senza introdurre contaminazioni eccessive. Un mulino a getto a letto fluido va oltre, usando l'impatto particella contro particella per evitare del tutto l'usura dei mezzi di macinazione, fondamentale quando la purezza chimica conta quanto la forma fisica. I sistemi di macinazione criogenica per alcuni precursori ceramici prevengono la degradazione termica, preservando la stechiometria.
La psicologia qui è sottile: spesso sottoinvestiamo nella preparazione delle polveri perché la pressa sembra lo strumento eroe. Ma nella ricerca sul combustibile nucleare, la fase di preparazione delle polveri è la conversazione che determina tutto ciò che la pressa può ottenere.
Attrezzature che rispondono all'intero problema
Quando un laboratorio tratta la lavorazione delle polveri come un dopo-pensiero, la pressa eredita il caos. Consideriamo il kit di strumenti a monte:
- Frantumazione e macinazione grossolana: Frantoi a mascelle e frantoi a rulli riducono gli aggregati calcinati di UO₂ a dimensioni di alimentazione gestibili.
- Macinazione fine: Mulini a palle planetari o mulini a getto forniscono distribuzioni strette delle dimensioni delle particelle che consentono una densità verde elevata e uniforme.
- Vagliatura e classificazione: Vibratori per setacci e sistemi di vagliatura a getto d'aria garantiscono che nessuna particella fuori misura si introduca nello stampo, dove agirebbe come concentratore di tensione sia durante la pressatura sia durante la sinterizzazione.
- Miscelazione e defoaming: Per i laboratori che aggiungono formatori di pori o altri additivi, i miscelatori di polveri ad alta efficienza garantiscono l'omogeneità. I miscelatori con defoaming rimuovono l'aria intrappolata che potrebbe poi diventare pori di ritiro.
Questi non sono optional. Sono la riduzione sistematica del rischio del flusso di polvere prima della compattazione. In un contesto di combustibile nucleare, dove il costo di una singola corsa di pastiglie fallite può significare giorni di tempo perso e chilogrammi di materiale costoso, la precisione a monte è igiene economica.
Scegliere la pressa giusta: una psicologia della riduzione del rischio

Se la polvere è uniforme, il prossimo albero decisionale si restringe alla pressa stessa. Non tutte le presse idrauliche sono uguali agli occhi dei corpi verdi di UO₂.
Presse da laboratorio assiali standard
Per studi di scoping in fase iniziale, una pressa idraulica da laboratorio con telaio rigido e calibrazione, con controllo preciso della pressione, fornisce la linea di base. È semplice, economica e perfetta per selezionare sistemi di leganti o finestre di ciclo di sinterizzazione.
Ma la pressatura assiale ha una vulnerabilità nota: l'attrito tra polvere e parete dello stampo. La pressione applicata dal punzone superiore diminuisce man mano che scende nella compattazione, lasciando il fondo della pastiglia leggermente meno denso della parte superiore. In una pastiglia di combustibile su scala piena, questo gradiente può causare un ritiro asimmetrico. È il tipo di dettaglio che scompare nei rapporti di sintesi ma riappare nelle prestazioni del reattore.
Pressatura isostatica a freddo (CIP): l'esecutore dell'uniformità
Quando l'obiettivo cambia da "riusciamo a fare una pastiglia?" a "riusciamo a fare una pastiglia che si comporti in modo prevedibile a 400°C e con un flusso neutronico intenso?", entra in gioco la pressatura isostatica a freddo.
La CIP circonda lo stampo riempito di polvere con un mezzo liquido e applica pressione in modo uniforme da tutte le direzioni. Questo elimina quasi completamente il gradiente di densità dovuto all'attrito con le pareti. Il compatto verde risultante mostra una tensione interna minima e una distribuzione della densità eccezionalmente uniforme. Per l'UO₂, dove i modelli di ritiro per sinterizzazione dipendono da condizioni di partenza uniformi, la CIP non è tanto un lusso quanto un investimento strategico nella prevedibilità.
Pressatura isostatica a caldo (WIP) e pressatura a caldo sotto vuoto
Nella ricerca specializzata — per esempio, nello sviluppo di concetti di combustibile resistente agli incidenti o nello studio di composizioni a ossido misto — la pressatura assistita dalla temperatura diventa preziosa. La pressatura isostatica a caldo mantiene il vantaggio della pressione isotropa aggiungendo calore moderato per ridurre la resistenza della polvere, consentendo densità verdi più elevate senza entrare nel territorio dei difetti.
La pressatura a caldo sotto vuoto unisce compattazione e sinterizzazione in un solo passaggio in atmosfera controllata, utile per i materiali in cui la stechiometria dell'ossigeno deve essere preservata durante la densificazione. Questi strumenti, pur essendo più complessi, offrono ai ricercatori nucleari la possibilità di disaccoppiare variabili che sono normalmente intrecciate nelle sequenze convenzionali di pressatura e sinterizzazione.
Tabella di logica decisionale
| Se la tua priorità di ricerca è… | Considera questo approccio di pressatura | Perché |
|---|---|---|
| Selezionare composizioni e ausiliari per la sinterizzazione | Pressa idraulica standard da laboratorio | Veloce, economica, sufficiente per confronti relativi |
| Ottenere gradienti di densità minimi per modelli di sinterizzazione | Pressa isostatica a freddo (CIP) | La pressione isostatica elimina l'attrito con le pareti, ottenendo un'uniformità quasi perfetta |
| Massimizzare la densità verde senza laminazione in polveri difficili da compattare | Pressa isostatica a caldo (WIP) | Il calore ammorbidisce le particelle, consentendo una compattazione maggiore prima della comparsa dei difetti |
| Studiare gli effetti accoppiati densificazione-atmosfera | Pressa a caldo sotto vuoto | Unisce compattazione e sinterizzazione, controlla la stechiometria |
Il forno attende, ma il patto è già siglato
Non abbiamo discusso in dettaglio il forno di sinterizzazione. È intenzionale. Il forno può solo completare una conversazione che la pressa e la preparazione delle polveri hanno già iniziato. I profili termici, le velocità di riscaldamento, i tempi di permanenza — sono critici, ma sono a valle di una verità fondamentale: la qualità del compatto verde è la leva più potente in assoluto per ridurre la variabilità della sinterizzazione.
I forni di sinterizzazione sono eccellenti nel guidare la diffusione ed eliminare la porosità residua. Non possono riparare le laminazioni interne. Non possono correggere un gradiente di densità che la pressa ha bloccato. Non possono omogeneizzare una distribuzione delle dimensioni delle particelle che non è mai stata coerente fin dall'inizio.
Nella ricerca sul combustibile nucleare, la catena degli errori inizia presto. La soluzione deve iniziare ancora prima.
Il romanticismo dell'ingegnere: ascoltare prima di pressare

C'è un romanticismo silenzioso nel preparare il combustibile nucleare nel modo giusto. Non è il romanticismo dei forni incandescenti o della immensa potenza. È il romanticismo del controllo di fronte al caos. È l'operatore del mulino che controlla una volta in più la distribuzione delle dimensioni delle particelle, il tecnico che sceglie un progetto di stampo per CIP che elimina un gradiente di densità fantasma che nessun altro ha notato, il ricercatore che rifiuta di accettare "la pressa ha fatto il suo lavoro" quando la pastiglia racconta una storia diversa sotto il microscopio elettronico a scansione.
Questa cura sistematica richiede attrezzature che rispettino la sensibilità del materiale. Frantoi a mascelle e frantoi a rulli che preservano la stechiometria. Mulini a palle planetari e mulini a getto che forniscono fini riproducibili senza contaminazione. Vibratori per setacci e classificatori a getto d'aria che proteggono da particelle anomale. Presse idrauliche — assiali, isostatiche, a caldo e sotto vuoto — che trasformano la polvere in potenzialità con fedeltà invece di variabilità.
Quando controlli l'intera catena dalla polvere alla pastiglia verde, smetti di chiederti "perché questa pastiglia ha fallito?" e inizi a chiederti "quanto possiamo migliorare la prossima?". Questa non è solo preparazione dei campioni. Questa è la fondazione dell'affidabilità del combustibile nucleare.
Link rapidi
Prodotti suggeriti
Pressa Rotativa per Compresse a 9 Punte Potenziata per la Compattazione di Polveri Pressa per compresse manuali con manometro a doppia scala per preparazione campioni di laboratorio farmaceutico, alimentare e chimico Pressa per compresse a singolo stampo da 6 tonnellate Attrezzatura per compattazione di polveri e granuli in laboratorio Macchina per la formatura di compresse Macinatrice Ultrafine a Flusso d'Aria Guidato ad Alta Velocità per Laboratorio di Polveri per Elaborazione Chimica e dei Materiali Pressa per compresse a punzone singolo a frequenza variabile da 6 tonnellateUlteriori letture
La crepa nel crogiolo: Un approccio sistemico ai target perfetti di ferrite di bismuto e la fisica nascosta della compattazione delle polveri Le Fratture Nascoste: Perché il Tuo Corpo Verde in Zirconia Fallisce Prima di Vedere il Fuoco Il Punto di Rottura: Cosa Rivela una Pressa Idraulica sul Calcestruzzo—e sui Nostri Pregiudizi Il Momento della Verità nei Compositi a Lubrificante Solido: Perché la Vostra Pressa Idraulica Decide Tutto Le meccaniche nascoste della densità: come una semplice pressa trasforma una polvere fragile in compositi infrangibiliPowderPreparation
Last updated on May 15, 2026
Prodotti correlati

Pressa Rotativa per Compresse a 9 Punte Potenziata per la Compattazione di Polveri

Pressa per compresse manuali con manometro a doppia scala per preparazione campioni di laboratorio farmaceutico, alimentare e chimico

Pressa per compresse a singolo stampo da 6 tonnellate Attrezzatura per compattazione di polveri e granuli in laboratorio Macchina per la formatura di compresse

Macinatrice Ultrafine a Flusso d'Aria Guidato ad Alta Velocità per Laboratorio di Polveri per Elaborazione Chimica e dei Materiali





