Il Difetto Invisibile: Perché i Provini Compositi Esigono una Precisione più Profonda
Jun 06, 2026

Il Silenzioso Sabotatore nei Tuoi Dati di Test
Un tecnico di laboratorio pesa una polvere termoplastica appena sintetizzata con la concentrazione di un farmacista. Le fibre di rinforzo sono perfettamente disperse. La formulazione è elegante. Poi preme il campione, lo fresa in forma a "osso" e lo monta per la prova di trazione.
La curva appare sbagliata. Non drammaticamente sbagliata—solo qualche percentuale in meno di resistenza ultima, un po' più di dispersione tra cinque provini presumibilmente identici. La maggior parte dei ricercatori darà la colpa all'omogeneità del materiale. Pochi sospetteranno i tre secondi di raffreddamento non controllato che hanno creato un gradiente di cristallinità all'interno del provino. I dati non hanno misurato il materiale. Hanno misurato l'artefatto dello stampaggio.
Questa è la crisi silenziosa nella preparazione dei provini compositi. Spendiamo milioni in spettrometri e microscopi elettronici, eppure spesso affidiamo il passaggio più delicato—la trasformazione della polvere o del preimpregnato in un provino di prova privo di vuoti e dimensionalmente esatto—ad attrezzature progettate per un'epoca più semplice.
La Psicologia del Processo: Perché Sottostimiamo lo Stampaggio
Gli esseri umani credono intuitivamente che "calore più pressione uguagliano un blocco solido". Questa credenza è pericolosa. Confonde la presenza di temperatura e forza con la precisa coreografia di temperatura e forza.
Una pressa a piatti da laboratorio non è un ferro da waffle glorificato. È uno strumento reologico in incognito. La sua vera funzione è gestire l'evoluzione della viscosità di una matrice polimerica attraverso tre fasi interdipendenti—preriscaldamento, mantenimento della pressione e raffreddamento controllato—affinché ogni fibra sia bagnata, ogni bolla eliminata e ogni dominio cristallino formato secondo regole deliberate.
Quando questa coreografia fallisce, il fallimento è spesso invisibile. Una frazione di vuoti del 2% non cambia il colore del provino. Riduce semplicemente la vita a fatica del 15%. E questo è il tipo di errore più pericoloso: un bias sistematico che non puoi vedere, ma che corrompe silenziosamente ogni conclusione che trai.
Il Nesso Termico-Pressorio
Il Calore Non è Solo Energia
A temperature comprese tra 150°C e 185°C, la matrice polimerica subisce una profonda trasformazione. Le sue lunghe catene acquisiscono abbastanza mobilità per scivolare l'una sull'altra. La viscosità diminuisce di ordini di grandezza. In quella finestra termica ristretta, il materiale può riempire gli angoli microscopici dello stampo e bagnare profondamente le fibre di rinforzo.
Ma ogni polimero ha un budget termico. Se lo superi, inizia la scissione delle catene. La matrice degrada prima ancora di raggiungere il telaio di prova. Una pressa a caldo precisa rispetta questo budget con un riscaldamento uniforme dei piatti controllato da PID—niente punti caldi, niente indovinelli.
La Pressa come Strumento di Estrazione dei Vuoti
Applica da 20 MPa a 45 MPa di pressione, e accade qualcosa di notevole: l'aria intrappolata e i sottoprodotti volatili iniziano a sciogliersi nella fusione o a migrare lungo le interfacce finché non escono dal bordo dello stampo. Il materiale passa da una collezione di particelle separate a una struttura monolitica continua e densa.
Se sottoponi a poca pressione, rimangono micro-bolle come concentratori di stress. Se esageri con la pressione, potresti schiacciare i rinforzi fragili o forzare la matrice a fuoriuscire dallo stampo. Il "punto ottimo" è ristretto, ripetibile solo con sistemi idraulici calibrati e un controllo preciso della forza.
Il Dilemma del Raffreddamento
La maggior parte delle discussioni in laboratorio si concentra sul riscaldamento. Ma la velocità di raffreddamento definisce la microstruttura finale. Se tempra troppo velocemente, congeli le catene amorfe in uno stato instabile, creando stress residui interni. Se raffreddi troppo lentamente, potresti superare il limite andando verso una grande cristallinità sferulitica, alterando la rigidità e il comportamento all'impatto.
Il raffreddamento uniforme su tutta la superficie del piatto—spesso ottenuto attraverso circuiti interni ad acqua o raffreddamento ad aria a rampa precisa—garantisce che ogni provino in un lotto cristallizzi sotto una storia termica identica. Altrimenti, stai confrontando fiocchi di neve, non campioni standardizzati.
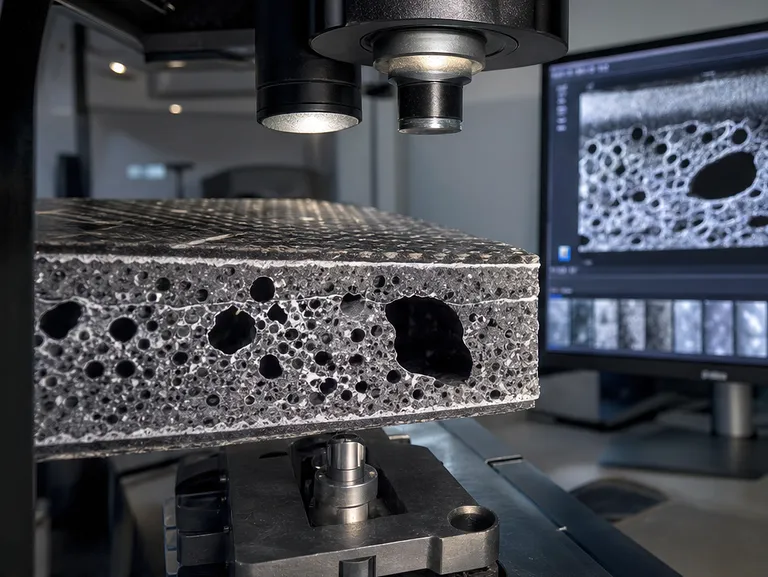
Come i Difetti Si Nascondono alla Vista
I provini compositi possono sembrare perfetti a occhio nudo e ancora essere profondamente compromessi.
- Vuoti subsuperficiali: Visibili solo dopo la sezione trasversale. Riducono la resistenza al taglio interlaminare fino al 20%, ma non lasciano traccia sulla superficie.
- Gradienti di densità: Le variazioni di densità da bordo a centro possono deviare di meno dell'1%, ma spostano i siti di inizio della frattura, rendendo le modalità di fallimento imprevedibili.
- Micro-rugosità superficiale: Quando i piatti non sono lucidati a una planarità al livello del micron, lo scivolamento della presa durante la prova di trazione introduce artefatti che vengono attribuiti alla rigidità del materiale.
- Imbarcamento per stress residui: Un provino che si incurva leggermente dopo l'estrusione ha già immagazzinato energia elastica. Si comporterà diversamente sotto carico rispetto a un provino privo di stress, anche se entrambi provengono dallo stesso lotto.
Questi non sono problemi del materiale. Sono problemi di stampaggio mascherati da problemi del materiale. E erodono la merce più preziosa nella ricerca: la fiducia.
Le Tre Fasi che Definiscono la Verità di un Provino
Un ciclo di pressa a caldo ben eseguito si svolge in tre atti deliberati.
Fase 1: Preriscaldamento e Traspirabilità Lo pacco stampo viene portato alla temperatura target con una pressione iniziale minima, permettendo al materiale di ammorbidirsi e a qualsiasi grande sacca d'aria di sfuggire prima che inizi la compattazione completa. Un breve ciclo di "respiro"—rilascio momentaneo della pressione—può ulteriormente espellere i volatili.
Fase 2: Compattazione Completa sotto Pressione di Mantenimento Una volta che la matrice raggiunge la temperatura di flusso, viene applicata e mantenuta un'alta pressione. Questo è il momento della densificazione. Il tempo di mantenimento deve essere abbastanza lungo da permettere alle catene polimeriche di penetrare i fasci di fibre e al gas residuo di sciogliersi, ma non così lungo da iniziare il degrado. Per alcune matrici, anche solo 30 secondi di tempo di mantenimento extra possono ridurre il peso molecolare sotto le specifiche.
Fase 3: Solidificazione Controllata La pressione viene mantenuta mentre inizia il raffreddamento. Man mano che la matrice solidifica, il suo volume si contrae. Mantenere la pressione durante questa contrazione previene la delaminazione e assicura che il provino mantenga le sue dimensioni stampate. La velocità di raffreddamento—sia naturale, ad aria forzata o ad acqua—determina la cristallinità finale e il profilo dello stress residuo.
Una pressa a piatti da laboratorio che gestisce queste fasi con precisione digitale ti fornisce non solo provini, ma la tracciabilità del processo. Sai esattamente cosa ogni campione ha sperimentato. Questa è la base di una scienza riproducibile.
Quando i Buoni Materiali Vanno Male
| Fattore di Rischio | Conseguenza Nascosta | Come lo Stampaggio di Precisione lo Previene |
|---|---|---|
| Temperatura del Piatto Non Uniforme | Viscosità della fusione non uniforme attraverso il foglio; difetti ai bordi in alcuni provini | Controllo PID di multiple zone di riscaldamento con monitoraggio attivo dei piatti |
| Sovraccarico di Pressione | Rottura delle fibre, specialmente nei preimpregnati unidirezionali | Controllo servo-idraulico a circuito chiuso con rampe programmabili |
| Raffreddamento Prematuro | Formazione di "pelle" superficiale prima della compattazione completa; porosità interna | Profili temperatura-pressione sincronizzati che mantengono lo stato di fusione fino al completamento della compattazione |
| Spessore Irregolare | Dimensioni fuori specifica per ASTM/ISO; invalida il confronto tra lotti | Piatti paralleli rettificati di precisione con spessori opzionali |
| Variazione di Vulcanizzazione/Cura | Densità di reticolazione non uniforme nelle matrici elastomeriche | Profili di cura a più fasi programmabili con registrazione dati in tempo reale |
La tabella non è teorica. Nella ricerca sui compositi di scorie di gomma, una deviazione di 3°C durante la vulcanizzazione può spostare il modulo elastico dell'8%. Nei nanocompositi termoplastici, una differenza di pressione di 1 MPa cambia l'allineamento planare dei riempitivi di nitruro di boro, alterando la conduttività termica attraverso il piano di una quantità misurabile. La precisione non è un lusso; è la differenza tra segnale e rumore.
La Soluzione sotto il Piatto

Quando ti trovi davanti a una moderna pressa a caldo da laboratorio, ciò che vedi è acciaio e idraulica. Ciò che ottieni è un motore decisionale per il controllo della microstruttura.
Le presse moderne integrano camere a vuoto per estrarre i volatili prima che diventino bolle intrappolate, curve forza-spostamento programmabili che prevengono la sovracompattazione e il rapido raffreddamento ad acqua che congela lo stato cristallino desiderato attraverso un intero lotto. Le migliori non forniscono solo calore e pressione—impongono un protocollo termo-meccanico così riproducibile come un metodo di laboratorio standard.
È qui che l'attrezzatura diventa veramente un partner nella ricerca. Presso la nostra divisione di laboratorio esperto, forniamo soluzioni complete di preparazione campioni costruite appositamente per la scienza dei materiali. La nostra linea di presse idrauliche include presse da laboratorio standard, presse per pastiglie XRF, presse a caldo con capacità vuoto per stampaggio privo di vuoti, e Presse Isostatiche a Freddo e a Caldo per geometrie di compattazione in polvere complesse. Questi sistemi condividono una filosofia di design comune: fornire la precisione di cui hai bisogno per fidarti completamente dei tuoi provini.
Oltre la pressa, un flusso di lavoro di preparazione veramente integrato considera anche i passaggi a monte. La dimensione e la forma delle particelle influenzano direttamente come le polveri si compattano e fluiscono sotto il calore. Ecco perché la nostra attrezzatura complementare—mulini a sfere planetari, mulini a getto, macinine criogeniche ad azoto liquido e setacciatori vibranti—ti aiuta a controllare l'intera catena dalla polvere grezza al provino finale. Una polvere omogenea e ben caratterizzata pressata sotto un controllo termico perfetto produce dati che puoi difendere.
Il Romantico dell'Ingegnere

C'è una bellezza silenziosa nel guardare una pila caotica di polvere trasformarsi in un foglio lucido, piatto e strutturalmente perfetto sotto la gentile e invisibile coreografia di temperatura e forza. Le catene polimeriche che una volta erano aggrovigliate e immobili ora fluiscono, si allineano e si bloccano in un ordine ingegnerizzato. L'aria che una volta separava le particelle è sparita, sostituita dal contatto molecolare a ogni interfaccia.
Questa trasformazione non è magia. È termodinamica, meccanica dei fluidi e trasferimento di calore—discipline abbastanza antiche da sembrare romantiche a chiunque costruisca cose che non devono fallire. E i provini che emergono da una pressa a caldo attentamente gestita non sono semplici campioni. Sono l'espressione fisica onesta del vero carattere di un materiale. Nessun difetto nascosto. Nessuna scusa. Solo la silenziosa fiducia che ciò che misuri è ciò che hai creato.
Che tu stia progettando la prossima generazione di compositi termoplastici per l'aerospaziale, ottimizzando smorzatori elastomerici, o sviluppando matrici polimeriche a base biologica che richiedono i profili termici più delicati, il tuo processo di stampaggio è il ponte tra formulazione e verità. Attraversalo con cura.
Link rapidi
Prodotti suggeriti
Pressa per compresse a singolo stampo da 6 tonnellate Attrezzatura per compattazione di polveri e granuli in laboratorio Macchina per la formatura di compresseUlteriori letture
La crepa nel crogiolo: Un approccio sistemico ai target perfetti di ferrite di bismuto e la fisica nascosta della compattazione delle polveri Il Punto di Rottura Invisibile: Come i Sistemi a Vuoto nelle Presse Idrauliche Salvano la Pietra Artificiale da Se Stessa La Finestra Trasparente: Come Pressione e Sale Progettano un Percorso di Luce Attraverso le Mura Antiche Il Momento della Verità nei Compositi a Lubrificante Solido: Perché la Vostra Pressa Idraulica Decide Tutto Dalla Polvere ai Dati: Come le Presse di Laboratorio di Precisione Forgiare la Verità nei Test sui MineraliPowderPreparation
Last updated on May 15, 2026



