Strati che non vogliono stare piatti: Perché nove fogli di ceramica richiedono una pressa da laboratorio che ragiona in micron
May 17, 2026

La frattura silenziosa nel forno
Apri il forno di sinterizzazione aspettandoti una ceramica monolitica. Invece trovi un libro che si è sfaldato nel fuoco: strati che si staccano, bordi solcati da microfessure. Nessuno se l'aspettava. Il verde sembrava perfetto. Ma la perfezione a temperatura ambiente è un'illusione che il calore alto frantuma in fretta.
Il problema è iniziato ore prima, dentro una pressa da laboratorio che ha mentito sulla forza con cui stava premendo.
La maggior parte dei guasti nelle ceramiche multistrato non sono guasti del materiale. Sono guasti di controllo. Accadono perché la pressa ha applicato una forza non uniforme, lasciando dietro di sé "fantasmi di densità" che diventano visibili solo quando il pezzo si restringe a 1600°C.
Nove fogli, un soffio solo
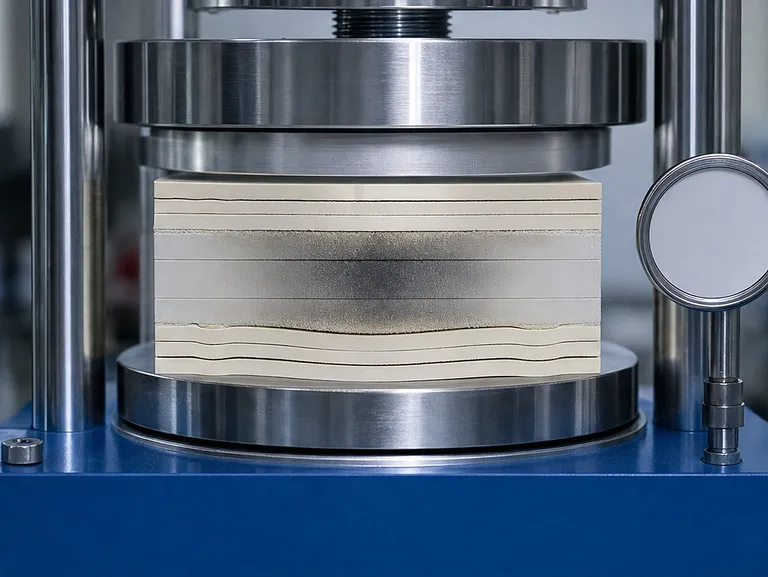
Un laminato di Allumina-Mullite-Zirconia (AMZ) non è un singolo oggetto. È una pila di nove identità separate — ogni strato spesso solo 35-40 micron — legate da una promessa di pressione uniforme. La promessa è semplice: Ogni particella in ogni strato deve percepire la stessa forza.
L'occhio umano non vede un foglio di 40 micron. è più sottile di un granello di polvere che fluttua nella luce del pomeriggio. Eppure dentro quel velo si trova tutto il futuro meccanico di una ceramica ad alte prestazioni. Se la pressa preme di più sul bordo sinistro che su quello destro, gli strati a sinistra si compattano di più. Si restringono meno durante la sinterizzazione. Il lato destro si restringe di più. La sollecitazione risultante non si manifesta finché il forno non si raffredda e il laminato "ricorda" che non è mai stato veramente una cosa sola.
Questa è la psicologia dell'ingegneria di precisione: costruiamo fiducia in dimensioni invisibili.
I gradienti di densità sono un liquido che crede di essere solido
Cosa fa veramente il pistone
Quando una pressa idraulica scende su una polvere o una pila di fogli colati in nastro, non sta semplicemente "schiacciandoli". Sta orchestrando una valanga al rallentatore. Le particelle scivolano, ruotano e si riorganizzano. I vuoti collassano. I leganti si ammorbidiscono e si ridistribuiscono. Questa danza richiede tempo e, soprattutto, uniformità.
Una pressa che eroga un picco di forza momentaneo crea una "crosta" ad alta densità su un interno morbido. Una pressa che ha una deriva di pressione del 2% tra un ciclo e l'altro introduce il 2% in più di incertezza nelle dimensioni sinterizzate. Nella ricerca, questo 2% erode la significatività statistica. Nella produzione, erode i margini.
La modalità di guasto nascosta
Anche quando gli strati aderiscono inizialmente, una compattazione non uniforme immagazzina energia elastica. Durante la combustione degli organici — quando i leganti vaporizzano — queste regioni sollecitate si rilasciano come molle minuscole. Il risultato è una delaminazione che sembra un difetto di fabbricazione ma è in realtà un difetto di pressatura, spostato nel tempo.
Il costo psicologico di una pressa non uniforme è il dubbio. Smetti di fidarti dei tuoi risultati. Aggiungi repliche. Stringi ogni altra variabile, senza renderti conto che la variabile è la pressa stessa.
Perché la pressione ha bisogno di una memoria
Il tempo di mantenimento come negoziazione
Un grano di polvere ceramica non trova istantaneamente la sua posizione ideale. Ha bisogno di un momento per assestarsi — un tempo di mantenimento al carico massimo — dove la pressa rimane stabile e lascia che la rete di particelle si rilassi. Questo non è tempo perso. È una negoziazione attiva tra forza e attrito.
Le presse da laboratorio con monitoraggio digitale della pressione rendono questa negoziazione visibile. Vedi il carico stabilizzarsi, osservi la curva appiattirsi e sai che la microstruttura sta raggiungendo l'equilibrio. Questa conoscenza sostituisce le congetture con evidenze.
L'imperativo della carica lenta
Per fogli AMZ ultrasottili, la velocità di carica diventa un parametro di sopravvivenza. Se il pistone scende troppo velocemente, l'aria intrappolata tra gli strati non può fuoriuscire. Si comprime, poi si espande quando viene rilasciata, creando vuoti lenticolari. Una pressa ad alta precisione capace di una rampa lenta e deliberata — spesso fino a frazioni di millimetro al secondo — trasforma un'operazione meccanica in un esercizio di respirazione.
La tabella che spiega il guasto
Ecco cosa deve fornire la pressa e cosa previene:
| Requisito chiave | Vantaggio per i laminati AMZ | Sollievo psicologico che fornisce |
|---|---|---|
| Distribuzione uniforme della pressione | Adesione senza soluzione di continuità su strati di 35–40 μm | Certezza che ogni bordo abbia lo stesso futuro |
| Controllo preciso della pressione | Elimina i gradienti di densità interni | Libertà dalla paura di deformazioni nascoste |
| Densità di compattazione elevata (>85% teorica) | Massimizza il riarrangiamento delle particelle | Fiducia nella resistenza meccanica finale |
| Monitoraggio digitale e correzione della deriva | Condizioni identiche lotto per lotto | Fiducia nella ripetibilità del tuo lavoro |
| Capacità di carica lenta | Nessun intrappolamento d'aria tra strati sottilissimi | Tranquillità quando chiudi la porta del forno |
Il romanticismo del pistone
C'è un romanticismo da ingegnere in una macchina che può premere con la forza di una piccola automobile, eppure regolarsi entro poche decine di Newton. Parla a qualcosa di profondo: il desiderio di controllare ciò che non si può vedere.
Una pressa idraulica da laboratorio ad alta precisione non fa solo formare ceramiche. Crea un legame tra lo scienziato e il risultato. Trasforma un processo stocastico — la compattazione delle particelle — in un'arte deterministica. Quando il laminato AMZ a nove strati esce dalla sinterizzazione piatto e integro, non è magia. È la memoria della pressione uniforme, codificata in ogni grano.
Costruire un ecosistema completo per il verde
Naturalmente, la pressa non è mai sola nel suo compito. Si trova a valle di ogni altra fase di preparazione. La purezza della polvere, la distribuzione granulometrica dalla macinazione a palle o a getto, l'omogeneità introdotta da un miscelatore defammante — tutto converge nel momento della pressatura.
Il nostro approccio è trattare la preparazione del campione non come una sequenza di strumenti isolati, ma come un sistema con un unico obiettivo: un verde così omogeneo da sembrare che non abbia confini interni. Dai macinatori criogenici che preservano le fasi sensibili al calore fino ai frantoi a mascelle che avviano la cascata di riduzione dimensionale, ogni apparecchiatura conserva la possibilità della precisione quando il pistone scende finalmente.
Che l'applicazione richieda una pressa da laboratorio standard, una pressa isostatica a freddo o calda (CIP/WIP) per circondare il pezzo con pressione uniforme come un fluido, o una pressa a caldo sotto vuoto che combina compattazione e sinterizzazione, l'architettura del controllo rimane la stessa.
Scegliere la tua filosofia di pressione
- Se la tua ossessione è l'affidabilità strutturale, scegli una pressa che possa mantenere un tempo di stabilità stabile — minuti di forza costante senza deviazioni.
- Se la tua ossessione è la precisione dimensionale, richiedi un monitoraggio digitale della pressione che registri ogni ciclo, così nessun lotto è isolato.
- Se la tua ossessione sono i laminati a film sottile, insisti su velocità di carica lente programmabili che trattano i 40 micron come un territorio, non un ripensamento.
Un patto finale

Le ceramiche si rompono quando la sollecitazione si concentra. I verdi si rompono quando la pressione si concentra. Entrambi i guasti condividono una causa radice: la mancanza di uniformità.
Il laminato AMZ a nove strati è una prova. Chiede: Sai premere abbastanza delicatamente da preservare gli strati, eppure abbastanza fermamente da renderli una cosa sola? La risposta non sta nella forza sola, ma nel controllo. Quando hai una pressa che ricorda cosa ha fatto l'ultima volta e lo fa di nuovo con precisione digitale, smetti di combattere la variabilità e inizi a costruire affidabilità.
Il tuo prossimo verde può uscire dal forno come un monumento alla precisione, o come un altro mistero fratturato. La differenza sta nelle decisioni su scala micron prese molto prima che il calore tocchi la ceramica.
Link rapidi
Prodotti suggeriti
Pressa per compresse manuali con manometro a doppia scala per preparazione campioni di laboratorio farmaceutico, alimentare e chimico Pressa per compresse a singolo stampo da 6 tonnellate Attrezzatura per compattazione di polveri e granuli in laboratorio Macchina per la formatura di compresse Pressa per Compresse Monopunzone da 5 Tonnellate per Laboratorio e Piccole Produzioni Pressa per compresse a punzone singolo a frequenza variabile da 6 tonnellate Polverizzatore Universale da Laboratorio per la Lavorazione di Piccoli Lotti in Polvere e la Ricerca in Scienza dei MaterialiUlteriori letture
Prima della fornace, una conversazione con il caos: come la lavorazione precisa delle polveri e la compattazione definiscono l'affidabilità del combustibile nucleare La Verità da 15 Tonnellate: Perché la Tua Analisi Elementare Vale Quanto il Tuo Pellet Il Punto di Rottura: Cosa Rivela una Pressa Idraulica sul Calcestruzzo—e sui Nostri Pregiudizi Le meccaniche nascoste della densità: come una semplice pressa trasforma una polvere fragile in compositi infrangibili Il Momento della Verità nei Compositi a Lubrificante Solido: Perché la Vostra Pressa Idraulica Decide TuttoPowderPreparation
Last updated on May 14, 2026
Prodotti correlati

Pressa per compresse manuali con manometro a doppia scala per preparazione campioni di laboratorio farmaceutico, alimentare e chimico

Pressa per compresse a singolo stampo da 6 tonnellate Attrezzatura per compattazione di polveri e granuli in laboratorio Macchina per la formatura di compresse

Pressa per Compresse Monopunzone da 5 Tonnellate per Laboratorio e Piccole Produzioni

Pressa per compresse a punzone singolo a frequenza variabile da 6 tonnellate

Polverizzatore Universale da Laboratorio per la Lavorazione di Piccoli Lotti in Polvere e la Ricerca in Scienza dei Materiali

Polverizzatore da laboratorio oscillante ad alta velocità per la macinazione di polveri fini e la preparazione di campioni

Alimentatore Vibrante Automatico per Polveri per Laboratorio di Precisione nella Lavorazione dei Materiali Alimentatore a Tramoggia Vibrante per la Manipolazione di Materiali Granulari e in Polvere Alimentatore a Vassoio Vibrante di Grado Industriale per

Frantoio da Laboratorio ad Alta Velocità per la Preparazione di Campioni di Materiali Secchi

Mulino a Dischi da Laboratorio per Macinazione di Materiali Medio-Duri Carbone Coke Minerale Polverizzatore

Mulino a Dischi da Laboratorio per la Preparazione di Campioni di Minerali e Rocce

Trituratore da laboratorio multifunzionale ad alta efficienza e alta velocità

Mulino Polverizzatore ad Alta Velocità per Piccoli Campioni da Traccia

Piccolo Macinatore da Laboratorio ad Alta Velocità per una Rapida Preparazione dei Campioni

Trinciatore a mascelle da laboratorio piccolo 100x60mm

Trituratore da Laboratorio a Mascelle con Altezza Rialzata Personalizzata per la Preparazione di Campioni di Precisione in Scienza dei Materiali

Frantoi a doppio rullo da laboratorio per materiali di media durezza, carbone, minerali e preparazione campioni

Macinatore a coltelli da laboratorio per omogeneizzazione di campioni di grandi volumi e preparazione alimentare

Mulino da Laboratorio ad Alta Velocità per Polveri - Preparazione Campioni Piccoli Lotti

Frantoi a mascelle da laboratorio Modello 2025 per la frantumazione di minerali e materiali fragili





